

With the end of a successful year of steam in 2002, #10 was taken off-line for some major work. The locomotive was showing many signs of wear and tear, and it was time to correct that. The locomotive began to undergo a Class 5 rebuild, which is the most extensive class of rebuild. Fortunately, the Museum's enclosed (and heated!) machine shop was coming online at this time, so this became the first major project for the shop to handle. Not only was the engine undergoing substantial mechanical work, it would also receive several cosmetic changes as well, such as a new cab and a straight, "shotgun" stack.
It was intended that this overhaul only take the winter - but as with any project involving old equipment it became clear as time passed that the work would take much longer than a single season.
| The cab of the locomotive has been removed, to allow the boiler to be removed from the frame. |
|
| The boiler has been lifted off of the frame and is currently suspended in the air, whilst two shop trucks are rolled underneath it. |
|
First, the cab was removed on New Years Day. Portions of the cab were saved, but much of it was unusable due to rot or the new cab configuration. The engine was then rolled into the machine shop and several days were required to remove all steam connections or other attachments keeping the boiler attached to the frame. Once all attachments were removed, the locomotive was moved into Bay 2, where the overhead crane assisted in the removal of the rear tank. The engine was then moved into Bay 1, where jacks in the rear and a chainfall through the stack helped to remove the boiler from the frame. Once the boiler was placed on shop trucks, it was rolled back into the machine shop. The frame was rolled in behind it.
| The decking is gone, and the frame now awaits removal of the tank support wings and all of the other mechanisms normally found underneath the boiler. |
 |
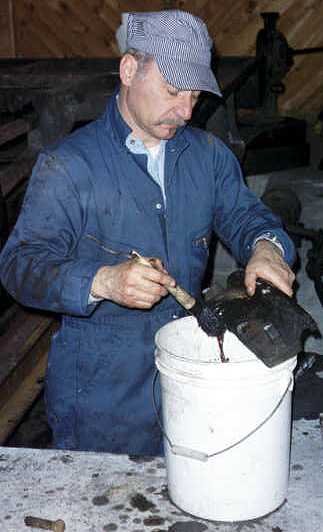
| Steve cleans off a grungy brake shoe. |
 |
During the following week, the wood decking (in many places rotting) was removed, leaving just the bare frame. Then followed several weeks where piece after piece was removed: brakes, eccentric gear, crossheads, springs and spring equalizers, pistons, drivers, rear truck, even the cylinder casting itself was removed. Anything and everything that was attached to the frame was removed.
And everything that was removed had to be cleaned. Most of it had years of accumulated grease, oil, and grime attached to it. This task ended up being one of the more time-consuming ones, and so some of the local retired volunteers started showing up mid-week to help out with the disassembly and cleaning.
| Bare frame, with virtually nothing attached to it. Even the cylinder casting is gone (foreground). |
 |
By mid-February, everything was removed from the frame, the frame was cleaned, and a detailed visual inspection began. No major problems were found, but a host of minor ones became known: the frame was 1/8 inch out of alignment horizontally; the cylinder casting had not been firmly attached to the frame, and had been working back and forth with every stroke; the frame was not vertically aligned everywhere.
The drive wheels, which needed machining to proper proportions, were taken to a machine shop in Searsport, Maine. When the wheels were returned in May, work began to remove the old drive pins on the rear set and replace them with larger, longer, stronger pins. This work was done at Boothbay Railway Village (BRV). The wheels were returned in mid-summer.
To go along with the new pins, new main drive rods were made. These were made from cast steel. A lathe and a milling machine were used to remove material. Whereas the old drive rods were offset 3 inches from one end to the other, these rods were made straight. Both sets of rods were going to be replaced, but in the interest of time the old side rods were used, which work out fine.
The cylinder casting was removed from the frame and taken to BRV's shop for boring. The cylinders were slightly elliptical shaped, so the machining corrected this. Upon its return, the casting's seat on the frame was re-evaluated, and steps taken to correcting the prior problem. Part of the issue was that the cylinders were built for 30 inch gauge, but the frame had been reduced 3 inches on either side to 24 inch gauge. A plate had been welded to the side of the frame for the cylinder to bolted in, but this arrangement proved dissatisfactory. Vertical pieces were welded onto this extension and with the frame, then keys were custom made to fit snuggly. The existing boltholes were bored round, then custom made bolts were used to secure the casting to the frame. This final step took nearly a month to do.
By far the longest job was that of making driving boxes. Driving boxes connect the axles of the driving wheels to the frame, with shoes and wedges providing a tight fit to the frame. Each box was cast iron, and each box had to be milled down to the proper proportions, to exacting tolerances. This job took nearly a year to do.
The frame was visually inspected for cracks and other problems, as well as measured. It was determined that the frame was 1/8th of an inch out of square from front to back, as well as out of square vertically. A front brace was crafted, which was put in place after the front set of driving wheels. The horizontal squaring was done first with a come-along, then slightly larger holes were drilled for the frame members and larger bolts were used to square it.
The rear truck needed attention, so it was disassembled and new castings for the truck were made and machined. The rear wheels spent some time on a lathe having sharp corners removed. The other pieces to the truck were cleaned and repainted.
The eccentric gear was removed and fixed up. Eccentrics are part of what enables an engines pistons to move in time with the wheel rotations. They were cleaned up and some milling work was done on them at a volunteer's houes.
The brake system was reworked. Before the rebuild the brake cylinder had been located over the rear set of drivers, making access to the eccentrics extremely difficult. The cylinder was moved to under the cab decking, just in front of the rear truck. New brake shoes were also made.
The rear tank proved to be a problem. Initial plans were to replace it because it was in relatively poor shape, but because of money it was decided to refurbish it. Refurbishment proved to be more a problem than anticipated. The tank now leaked, and we were unable to patch it. It was decided the entire lower half of the coal pocket front had to be replaced, which solved the problem.
A new front end was crafted for the engine: smokestack, smokebox, and cinder filtering method. A new (straight) smokestack was cast. A new smokebox was built and the door ring was riveted on. Once the smokebox was attached to the boiler, a "Super Draft" filter was put in, replacing the much more complex "Master Mechanic" front end.
In late December 2003 and early 2004, the engine started to come back together again. The drivers returned to the frame in February, and the boiler in mid-March. The decking was put back and a new cab took shape.